Hot dip galvanizing is an anticorrosion protection commonly applied to steel. It provides excellent performance when it comes to resistance against the natural process of oxidation, and ensures long product durability.
Phases of hot dip galvanizing
Receiving and shipping
Acid degreasing
Pickling
Washing
Fluxing
Drying oven
Galvanizing
Air cooling
Optional passivation
Checking and shipping
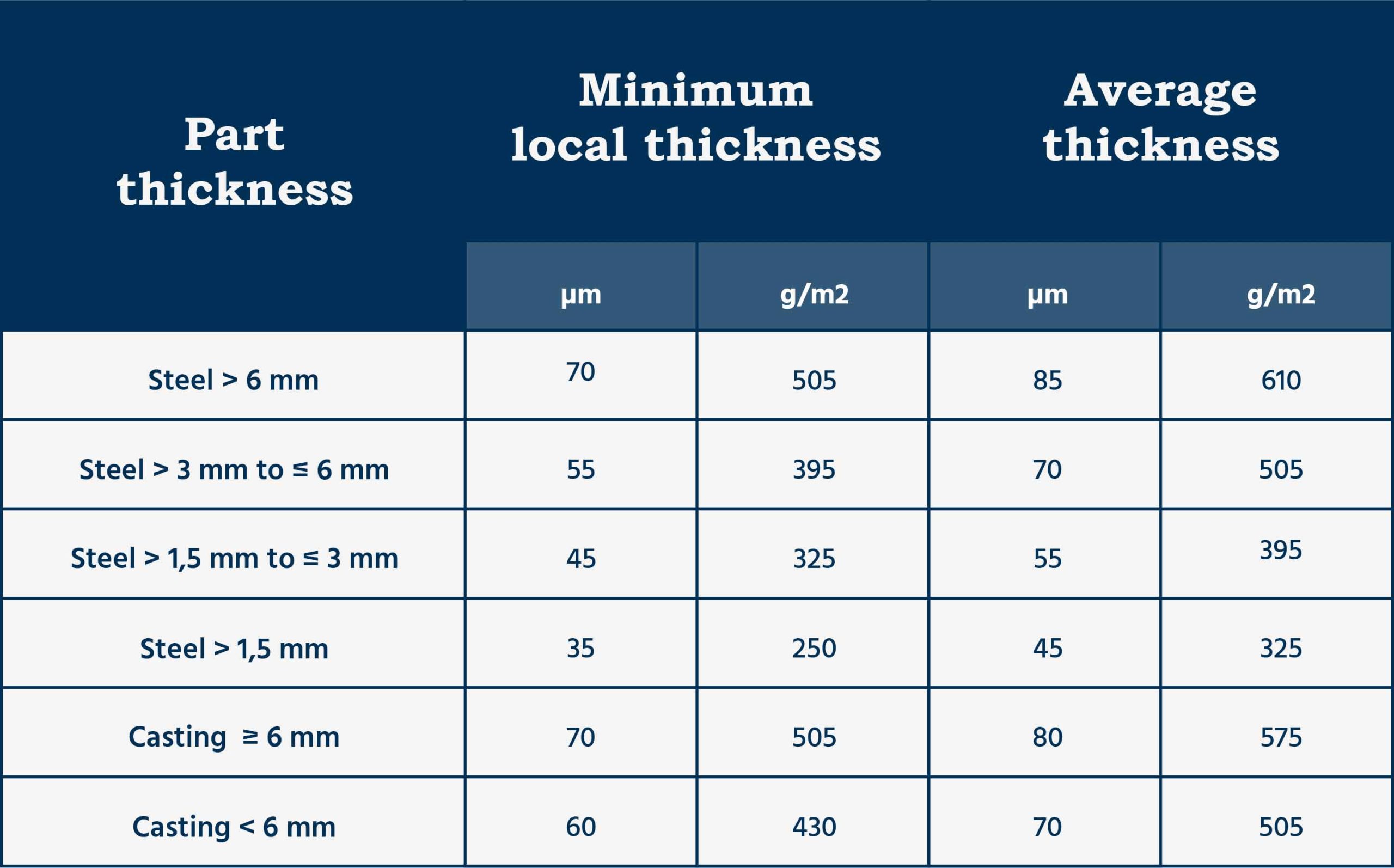
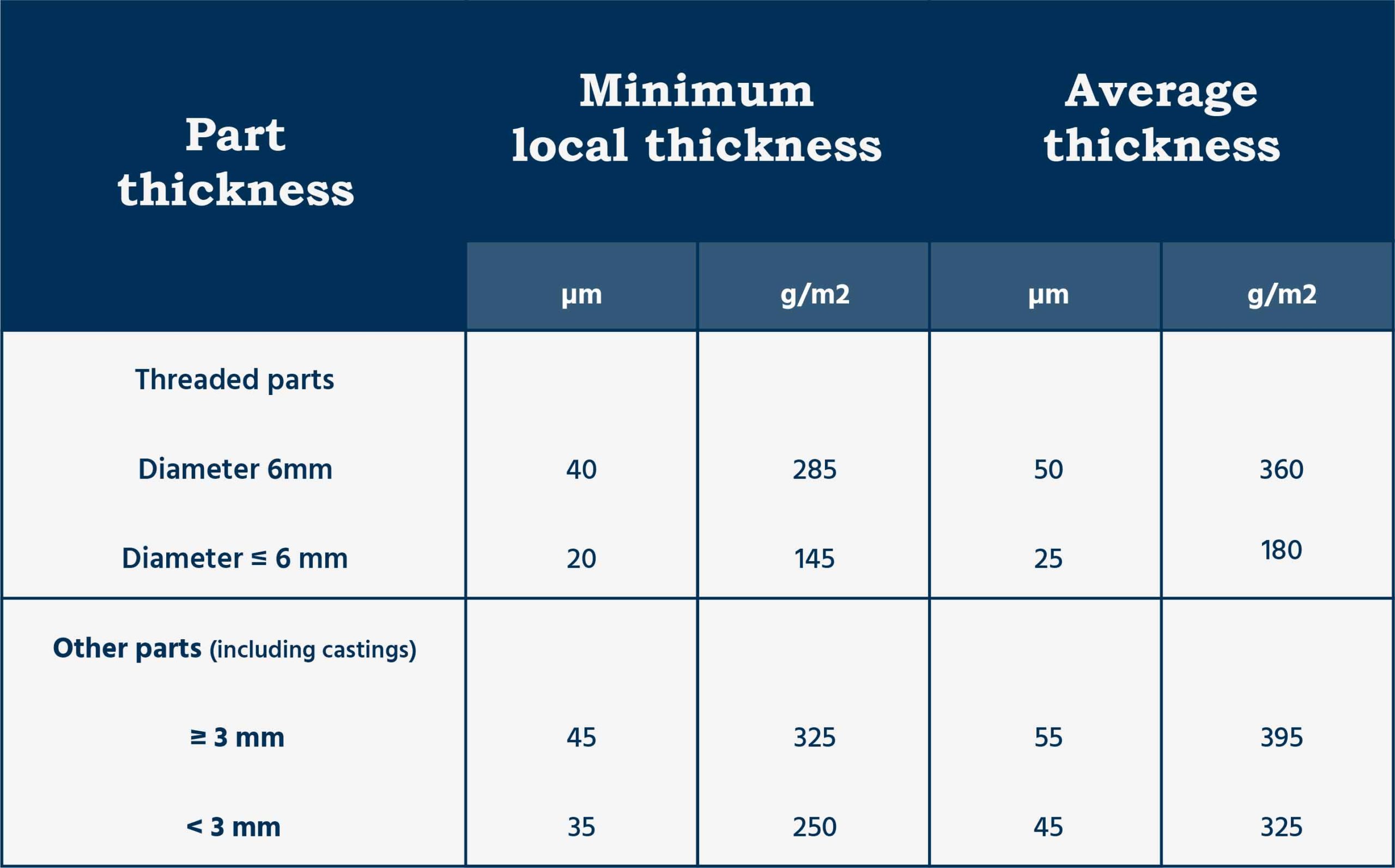
Coating thicknesses
The reference standard for this hot dip galvanizing process is UNE-EN ISO 1461. According to this, galvanized pieces should be at least the following zinc thicknesses:
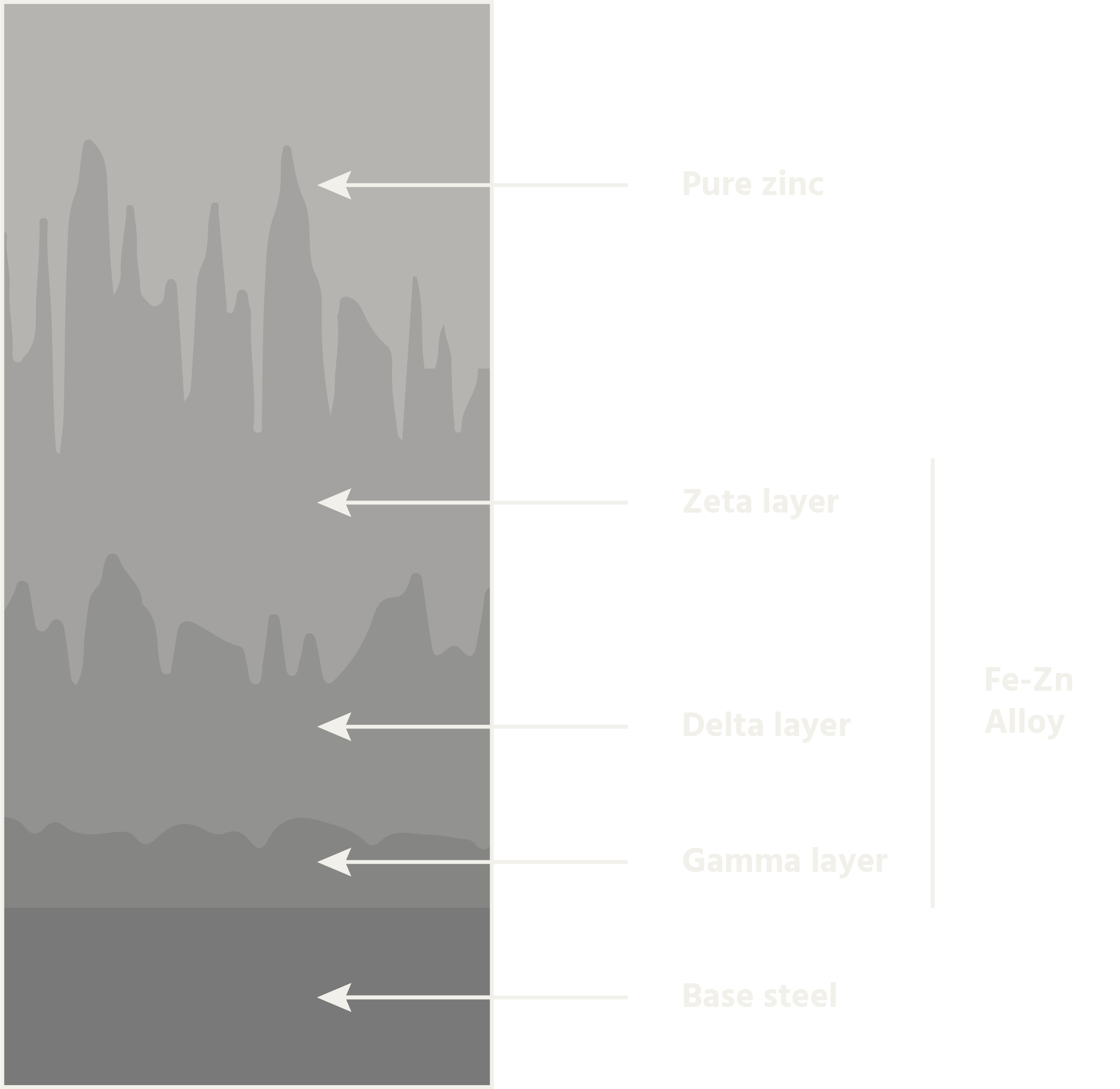
Forming of allow layers
During the hot dip galvanizing process, three alloy layers are formed into the intermetallic relation Fe-Zn, in addition to an exterior pure zinc layer, which all together provide the equipment with excellent properties of corrosion resistance.
With this coating, the so-called “galvanic cell” is formed, which protects galvanized pieces against any local damage where steel base may be exposed. It is a located cathodic protection in which the zinc acts as an anode of sacrifice.
Visual finishing
Different color appearance
The visual finishing oh hot dip galvanized elements may vary from one piece to another, even between different areas of the same piece. Common visual characteristics of just galvanized steel pieces include high glittering, crystals, dull gray matte and / or a combination of those. This may not be consider as defects under any cricumstance.
REASONS:
1. Different chemical composition and different reactivity of the steel
2. Different cooling speed
- All finishings prove same resistance against corrosion.
- Aging will make this appearance differences less noticeable.
Distortion
It may be caused because steel must adapt itslef to thermal expansion when very different steel thicknesses or asymmetrical parts are mixed steel.
White spots
White spots due to humidity during storage period are formed by zinc oxidation. This is not cause of rejection, while coating thickness remains above the specified minimum value.
Would you be interested to see our products?
We advise you without obligation